Yêu cầu công nghệ dây chuyền sản xuất thức ăn cho vật nuôi
Thiết kế hệ thống sản xuất thức ăn cho vật nuôi: lập trình điều khiển trên PLC S7-1200; thiết kế giao diện vận hành & giám sát trên WINCC và thiết kế giao diện vận hành & giám sát từ xa trên Web Server. Hệ thống sản xuất có 2 chế độ điều khiển: AUTO / MAN (Tự động / bằng tay).
Chú thích: để thực hiện việc lập trình và mô phỏng cho hệ thống này, chúng ta cần cài đặt phần mềm TIA Portal, trong bài chia sẻ này, chúng tôi sử dụng TIA Portal V11 để hướng dẫn (các phiên bản TIA Portal khác làm tương tự).
Xem thêm:
- Lập trình điều khiển & giám sát hệ thống phân loại sản phẩm theo chiều cao với S7-200, S7-300 & WinCC
- Lập trình điều khiển cánh tay robot bằng PLC S7-200 & Arduino
- Chi tiết từng dòng sản phẩm PLC: https://mesidas.com/dmsp/plc/
I. Chế độ AUTO
- Chọn kiểu sản xuất thức ăn: sản xuất thức ăn gia cầm hoặc sản xuất thức ăn gia súc.
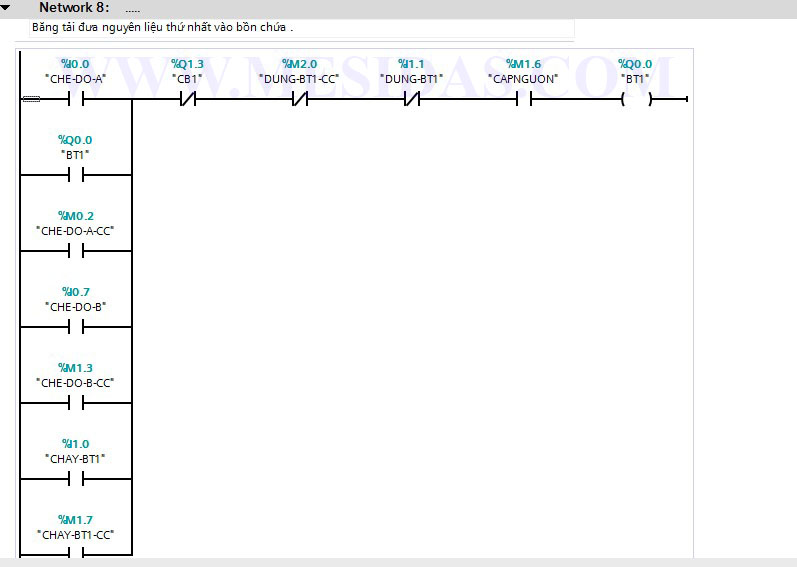
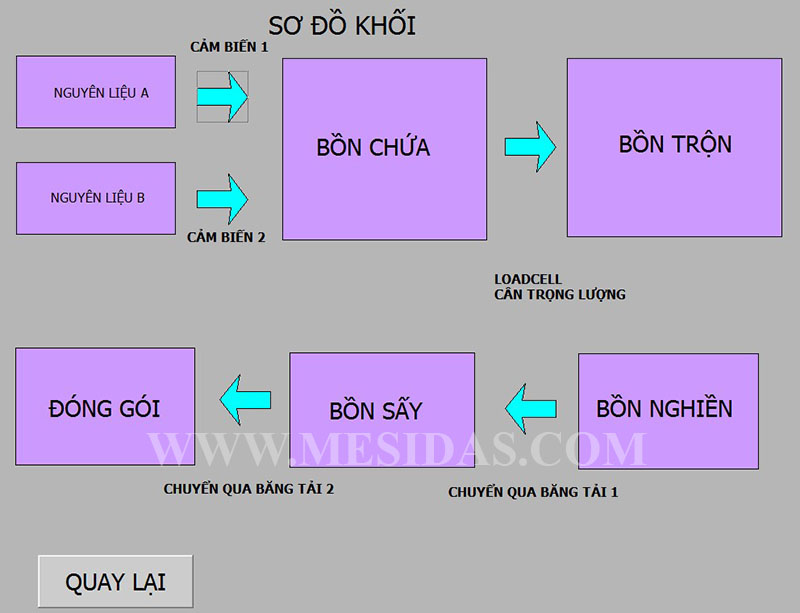
- Băng tải 1 cung cấp nguyên liệu A vào bồn chứa A được giới hạn bởi cảm biến khối lượng 1.
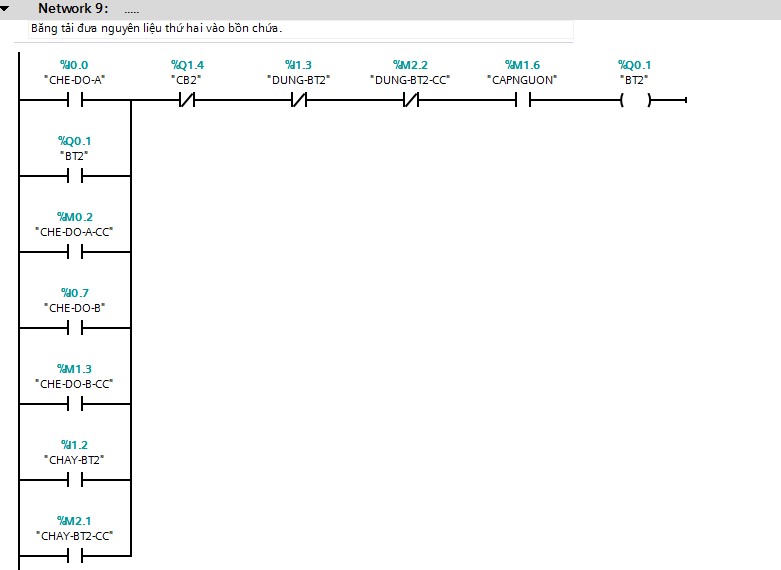
- Băng tải 2 cung cấp nguyên liệu B vào bồn chứa B được giới hạn bởi cảm biến khối lượng 2.
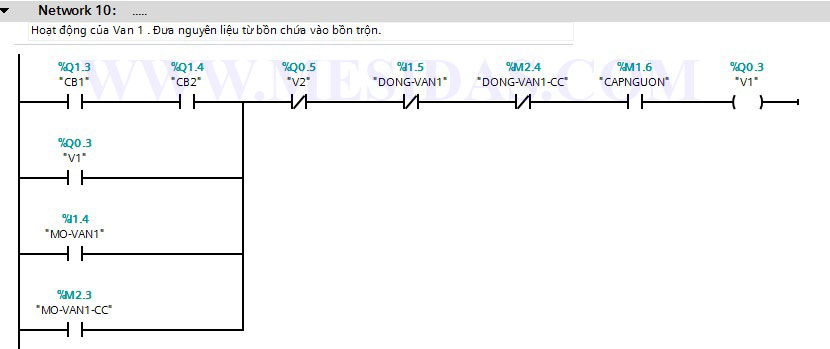
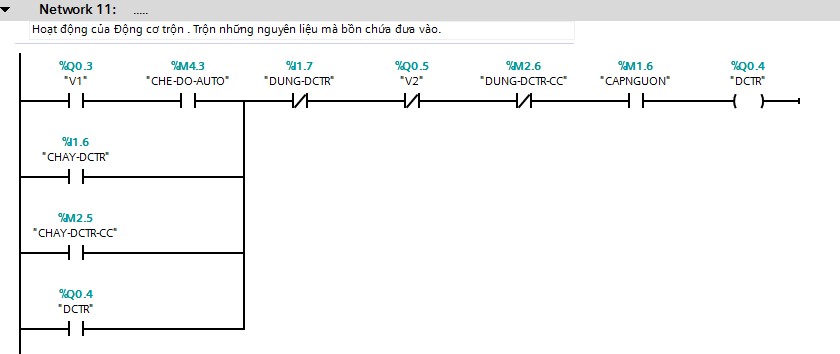
- Khi cả 2 cảm biến khối lượng 1 và 2 đều báo đủ khối lượng thì van 1 mở, xả nguyên liệu trong 2 bồn A, B vào bồn trộn đồng thời khi đó động cơ trộn hoạt động.
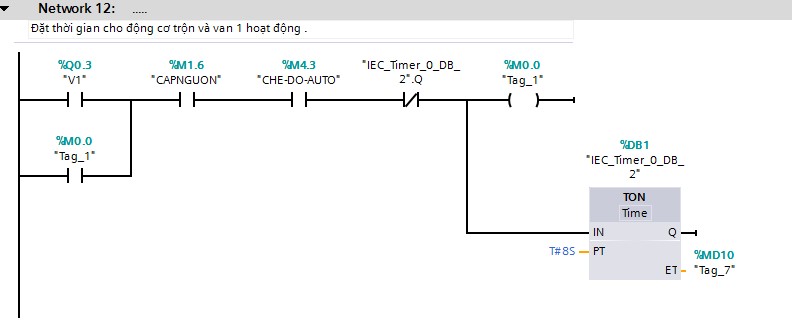
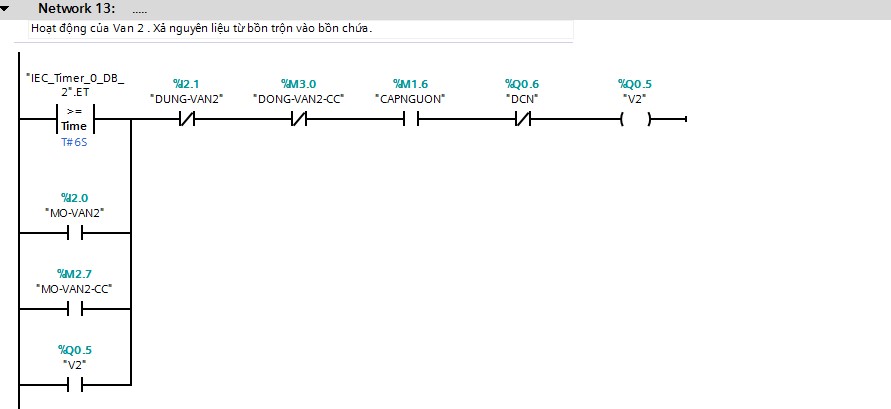
- Sau thời gian định trước động cơ trộn dừng và van 1 đóng đồng thời van 2 mở xả nguyên liệu đã trộn vào bồn chứa C.
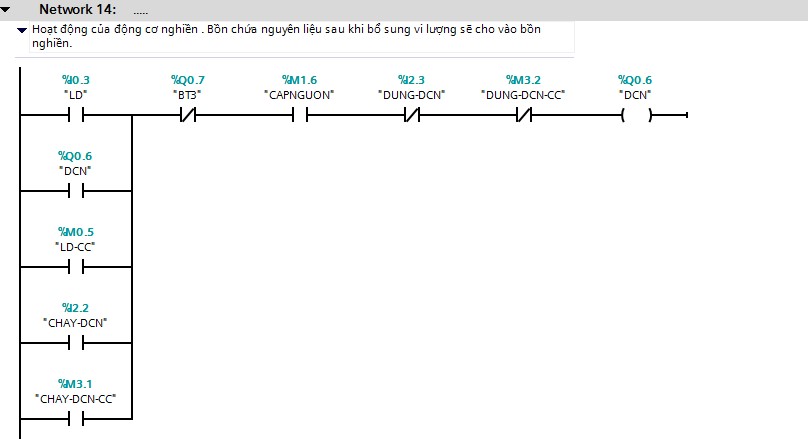
- Load cell tác động bổ sung vi lượng, khi cân đủ khối lượng thì van 2 đóng đồng thời đổ nguyên liệu sau khi bổ sung vi lượng vào bồn để nghiền, động cơ nghiền hoạt động động.
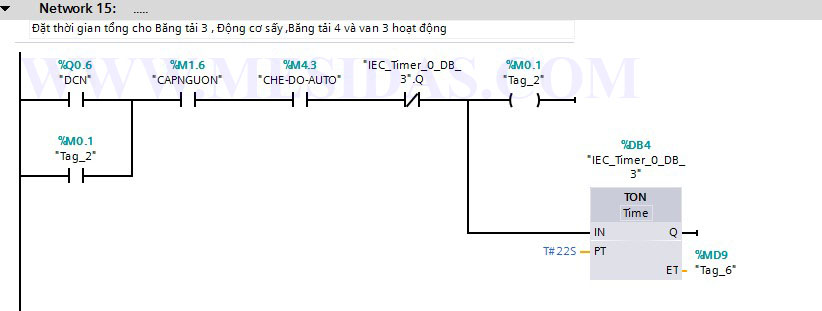
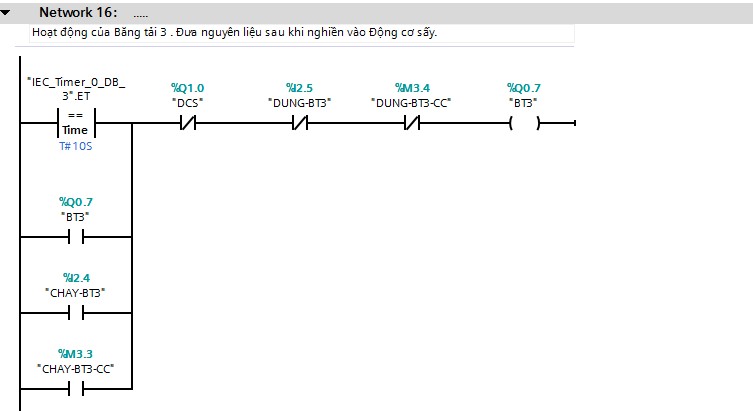
- Sau thời gian định trước động cơ nghiền dừng đồng thời van xả và băng tải 3 hoạt động đưa nguyên liệu sau khi nghiền vào máy sấy.
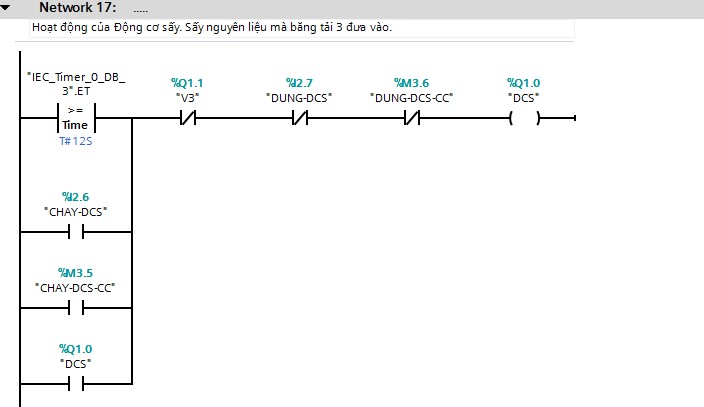
- Sau thời gian định trước van xả và băng tải 3 dừng đồng thời động cơ sấy hoạt động.
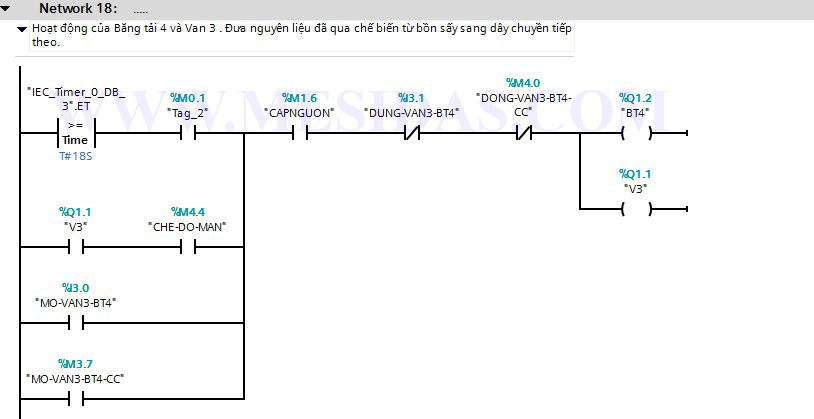
- Sau thời gian định trước động cơ sấy dừng đồng thời van 3 và băng tải 4 hoạt động đưa nguyên liệu sang dây chuyền đóng bao.
II. Chế độ MAN
Tất cả hoạt động của mỗi bộ phận trong dây chuyền đều được tác động thông qua nút ấn để điều khiển.
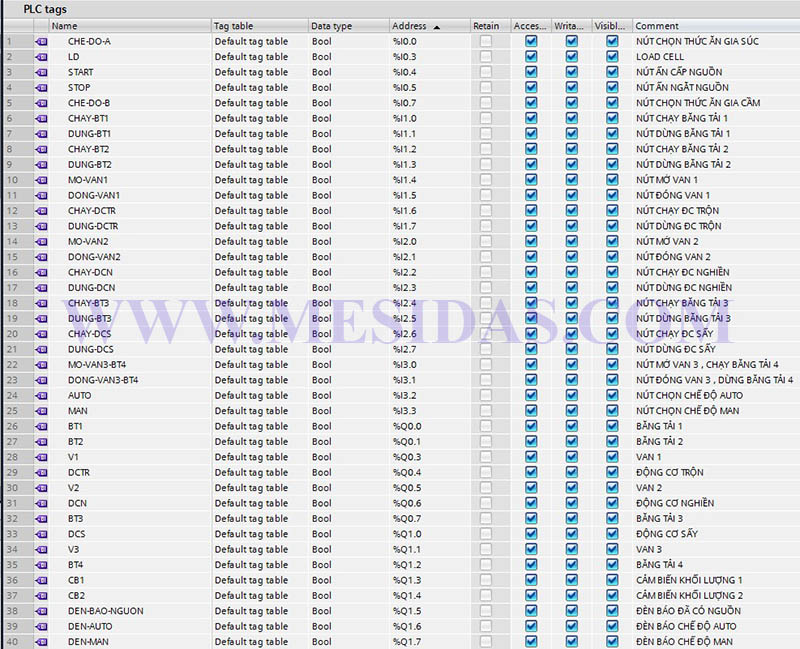
Bảng khai báo địa chỉ I/O trong dây chuyền
| Tên | Địa chỉ I/O | Chú thích |
| CHE-DO-A | I0.0 | Thức ăn gia súc |
| CB1 | I0.1 | Cảm biến khối lượng |
| CB2 | I0.2 | Cảm biến khối lượng |
| LD | I0.3 | Load cell |
| START | I0.4 | |
| STOP | I0.5 | |
| CHE-DO-B | I0.7 | Thức ăn gia cầm |
| CHAY-BT1 | I1.0 | |
| DUNG-BT1 | I1.1 | |
| CHAY-BT2 | I1.2 | |
| DUNG-BT2 | I1.3 | |
| MO-VAN1 | I1.4 | |
| DONG-VAN1 | I1.5 | |
| CHAY-DCTR | I1.6 | |
| DUNG-DCTR | I1.7 | |
| MO-VAN2 | I2.0 | |
| DONG-VAN2 | I2.1 | |
| CHAY-DCN | I2.2 | |
| DUNG-DCN | I2.3 | |
| CHAY-BT3 | I2.4 | |
| DUNG-BT3 | I2.5 | |
| CHAY-DCS | I2.6 | |
| DUNG-DCS | I2.7 | |
| MO-VAN3-BT4 | I3.0 | |
| DUNG-VAN3-BT4 | I3.1 | |
| AUTO | I3.2 | Chế độ tự động |
| MAN | I3.3 | Chế độ tay |
| BT1 | Q0.0 | |
| BT2 | Q0.1 | |
| V1 | Q0.3 | |
| DCTR | Q0.4 | Động cơ trộn |
| V2 | Q0.5 | |
| DCN | Q0.6 | Động cơ nghiền |
| BT3 | Q0.7 | |
| DCS | Q1.0 | Động cơ sấy |
| V3 | Q1.1 | |
| BT4 | Q1.2 | |
| DEN-BAO-NGUON | Q1.5 | Đèn báo nguồn |
| DEN-AUTO | Q1.6 | Đèn tự động |
| DEN-MAN | Q1.7 | Đèn tay |
Viết chương trình cho PLC S7-1200 & HMI
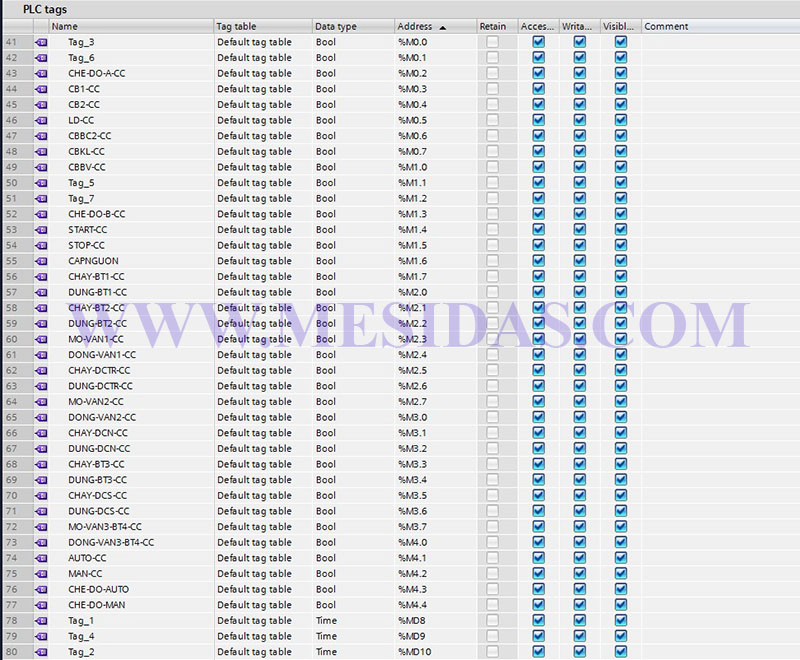
Khai báo biến chương trình
Viết chương trình LAD
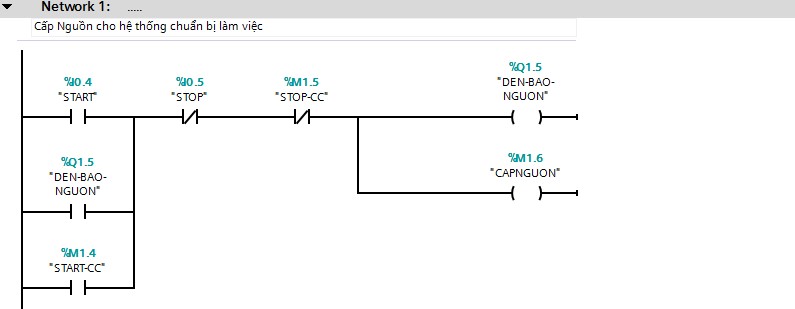
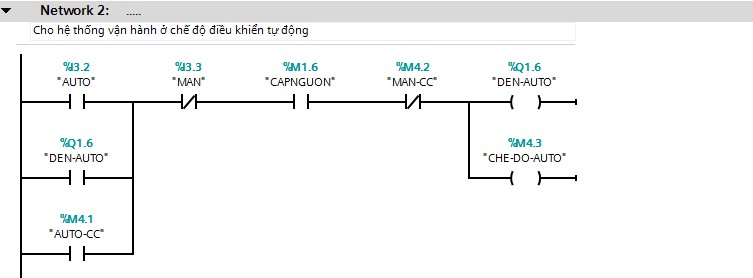
Giải thích chương trình PLC
Ấn Start để cấp nguồn cho dây chuyền hoạt động => đèn báo nguồn sáng
#1. Chế độ AUTO
Giả sử chọn chế độ AUTO: ấn AUTO => đèn auto sáng
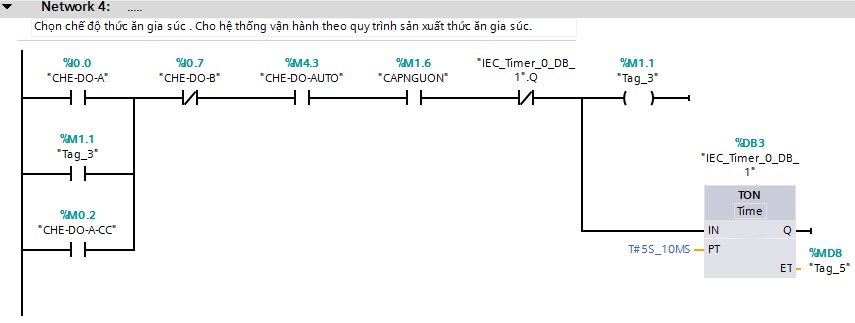
A) Chọn sản xuất thức ăn gia cầm: ấn Che-Do-A.
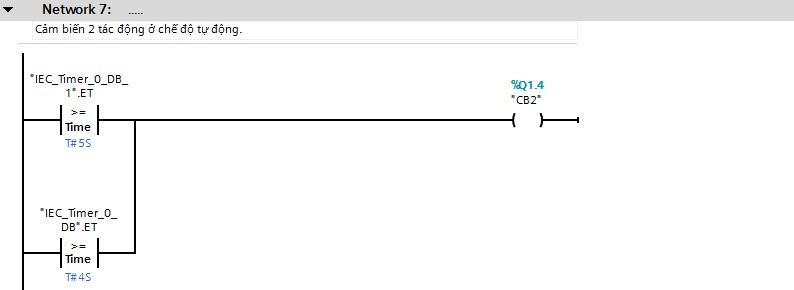
Băng tải 1 chạy trong 3s, Băng tải 2 chạy trong 5s. Sau 5s Van 1 và Động cơ trộn hoạt động. Sau 6s Van 2 mở đồng thời Van 1 và Động cơ trộn dừng. Sau 2s Van 2 đóng.
Load cell tác động Động cơ nghiền chạy. Sau 10s Động cơ nghiền dừng, van xả và Băng tải 3 chạy. Sau 2s Băng tải 3 dừng, Động cơ sấy hoạt động. Sau 6s Động cơ sấy dừng, van 3 và Băng tải 4 chạy. Sau 4s van 3 và Băng tải 4 dừng.
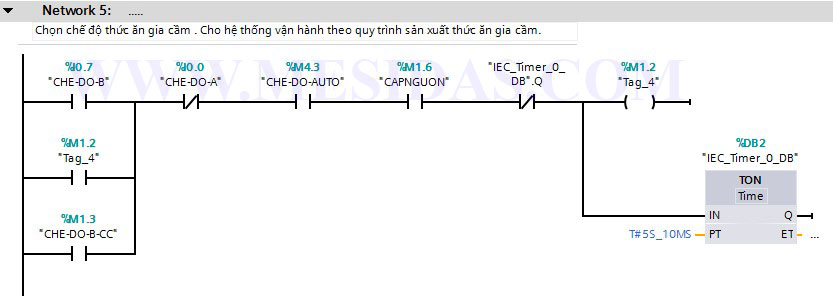
B) Chọn sản xuất thức ăn gia súc: ấn Che-Do-B.
Băng tải 1 và Băng tải 2 cùng chạy trong 4s. Sau 4s Van 1 và Động cơ trộn hoạt động. Sau 6s Van 2 mở đồng thời Van 1 và Động cơ trộng dừng. Sau 2s Van 2 đóng.
Load cell tác động Động cơ nghiền chạy. Sau 10s Động cơ nghiền dừng, van xả và Băng tải 3 chạy. Sau 2s Băng tải 3 dừng, Động cơ sấy hoạt động. Sau 6s Động cơ sấy dừng, van 3 và Băng tải 4 chạy. Sau 4s van 3 và Băng tải 4 dừng.
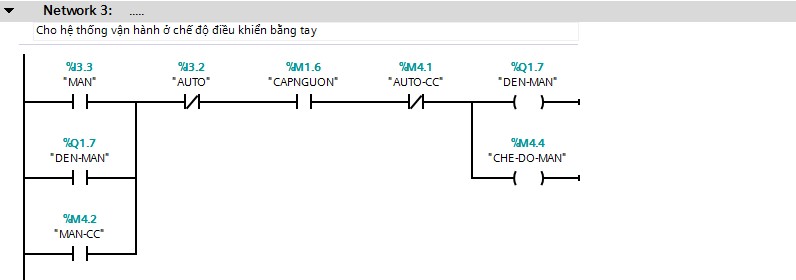
#2. Chế độ MAN
Giả sử chọn chế độ MAN: ấn MAN => đèn man sáng
- Ấn CHAY-BT1 => Băng tải 1 chạy, ấn DUNG-BT1 => Băng tải 1 dừng.
- Ấn CHAY-BT2 => Băng tải 2 chạy, ấn DUNG-BT2 => Băng tải 2 dừng.
- Ấn MO-VAN1 => Mở van 1, ấn DONG-VAN1 => Đóng van 1.
- Ấn CHAY-DCTR => Động cơ trộn hđ, ấn DUNG-DCTR => Động cơ trộn dừng.
- Ấn MO-VAN2 => Mở van 2, ấn DONG-VAN2 => Đóng van 2.
- Ấn CHAY-DCN => Động cơ nghiền hđ, ấn DUNG-DCN => ĐCN dừng.
- Ấn CHAY-BT3 => Băng tải 3 chạy, ấn DUNG-BT3 => Băng tải 3 dừng.
- Ấn CHAY-DCS => Động cơ sấy hđ, ấn DUNG-DCS => Động cơ sấy dừng
- Ấn MO-VAN3-BT4 => Van 3 và Băng tải 4 hđ, ấn DONG-VAN3-BT4 => Van 3 và Băng tải 4 dừng.
Giao diện giám sát & vận hành trên WinCC
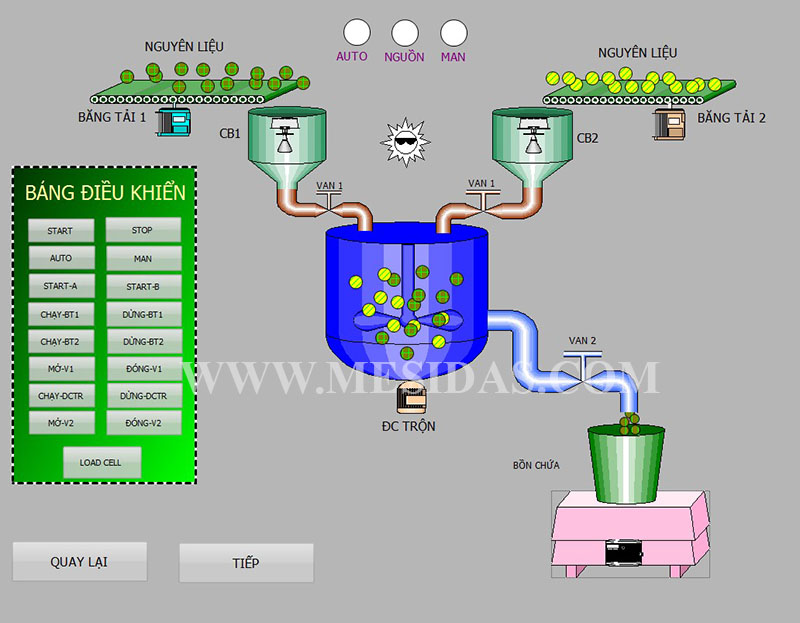

Giải thích sự tương quan giữa chương trình PLC S7-1200 & giao diện phần mềm WinCC
Sử dụng các nút nhấn trên giao diện để vận hành và điều khiển hệ thống.
Ấn START => Đèn nguồn sáng: cấp nguồn cho dây chuyền chuẩn bị làm việc.
#1. Cho hệ thống hoạt động ở chế độ auto
Ấn AUTO => Đèn auto sáng: dây chuyền hoạt động ở chế độ tự động. Ở chế độ tự động có 2 cách thức sản xuất thức ăn.
Ấn START_A: để dây chuyền hoạt động ở sản xuất thức ăn gia súc hoặc Ấn START_B: để dây chuyền hoạt động ở sản xuất thức ăn gia cầm.
Sau khi chọn 1 trong 2 cách thức sản xuất thức ăn trên, hệ thống sẽ vận hành theo quy trình sau:
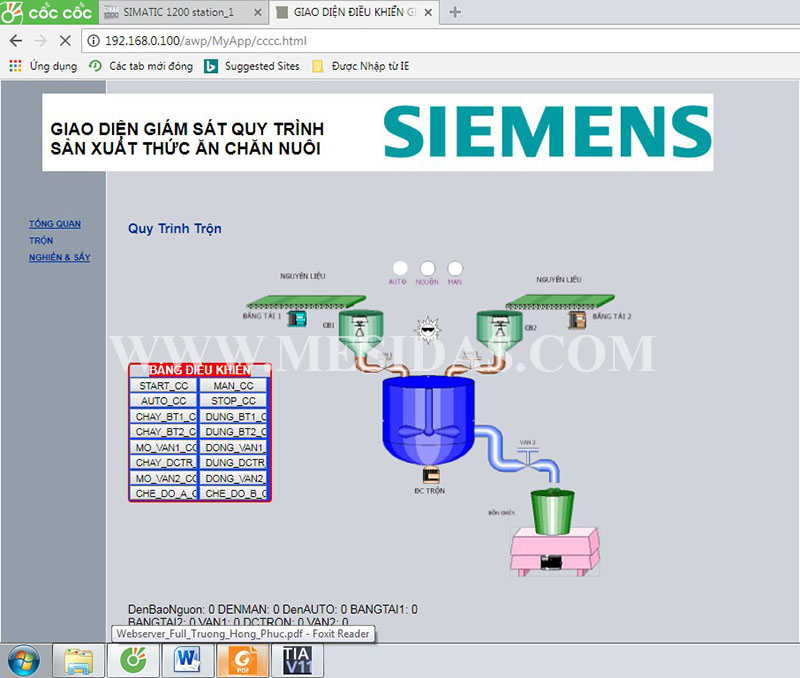
=>Băng tải 1 và Băng tải 2 cùng hoạt động
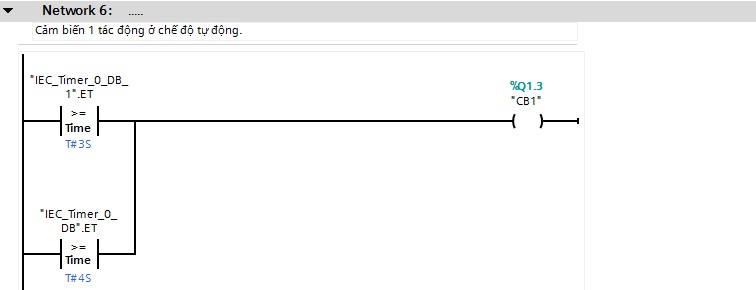
=> Khi cảm biến khối lượng (CB1) tác động thì Băng tải 1 dừng, Khi cảm biến khối lượng (CB2) tác động thì Băng tải 2 dừng
=> Khi cả 2 cảm biến khối lượng CB1 và CB2 đều có tín hiệu
=> Van 1 xả nguyên liệu ở cả 2 bồn chứa vào bồn trộn
=> Động cơ trộn hoạt động
=> Sau thời gian định trước
=> Động cơ trộn dừng, đồng thời van 2 xả
=> Đưa nguyên liệu từ bồn trộn vào Bồn chứa bổ sung vi lượng.
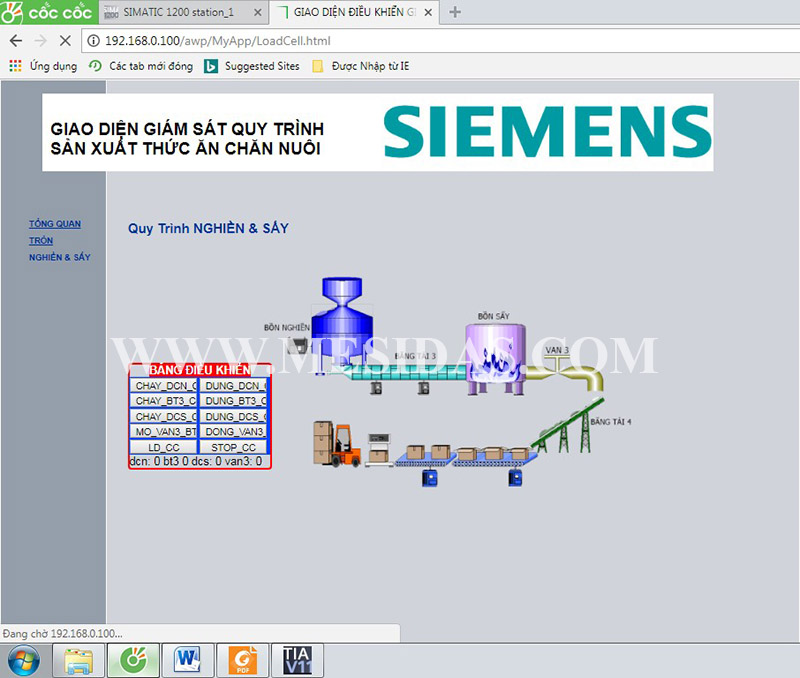
Sau khi đã bổ sung đủ thành phần vi lượng LOADCELL tác động đổ nguyên liệu đã bổ sung vi lượng vào Bồn nghiền
=> Động cơ nghiền hoạt động
=> Sau thời gian định trước Động cơ nghiền dừng, đồng thời Van của bồn nghiền và Băng tải 3 hoạt động, đưa nguyên liệu sau khi nghiền vào bồn sấy
=> Động cơ sấy hoạt động
=> Sau thời gian định trước Động cơ sấy dừng, đồng thời Van 3 và Băng tải 4 hoạt động đưa nguyên liệu sau khi sấy sang dây chuyền tiếp theo
=> Sau thời định trước Van 3 và Băng tải 4 dừng. Kết thúc 1 quy trình.
#2. Cho hệ thống hoạt động ở chế độ Man.
- Ấn MAN => Đèn man sáng: dây chuyền hoạt động ở chế độ tay.
- Ấn CHAY-BT1 => Băng tải 1 chạy, ấn DUNG-BT1 => Băng tải 1 dừng.
- Ấn CHAY-BT2 => Băng tải 2 chạy, ấn DUNG-BT2 => Băng tải 2 dừng.
- Ấn MO-VAN1 => Mở van 1, ấn DONG-VAN1 => Đóng van 1
- Ấn CHAY-DCTR => Động cơ trộn hđ, ấn DUNG-DCTR => Động cơ trộn dừng.
- Ấn MO-VAN2 => Mở van 2, ấn DONG-VAN2 => Đóng van 2
- Ấn CHAY-DCN => Động cơ nghiền hđ, ấn DUNG-DCN => Động cơ nghiền dừng
- Ấn CHAY-BT3 => Băng tải 3 chạy, ấn DUNG-BT3 => Băng tải 3 dừng.
- Ấn CHAY-DCS => Động cơ sấy hđ, ấn DUNG-DCS => Động cơ sấy dừng
- Ấn MO-VAN3-BT4 => Van 3 và Băng tải 4 hđ, ấn DONG-VAN3-BT4 => Van 3 và Băng tải 4 dừng.
Ấn STOP => hệ thống dừng hoàn toàn
Giao diện giám sát & vận hành trên Web Server
Trên đây, MESIDAS GROUP đã chia sẻ rất chi tiết về chương trình LAD của PLC S7-1200 dành cho hệ thống (dây chuyền) sản xuất thức ăn cho vật nuôi (sản xuất thức ăn chăn nuôi). MesiDas cũng đã chia sẻ về các thiết kế giao diện trên WinCC và Web Server, chúng tôi sẽ chia sẻ chi tiết hơn về giao diện WinCC và Web Server ở những chủ đề tiếp theo. Hy vọng rằng, với những chia sẻ kiến thức phía trên đây sẽ giúp ích được cho các bạn trong quá trình tìm hiểu, nghiên cứu, học tập hay làm việc với PLC S7-1200, WinCC & Web Server. Xin cảm ơn!
- Source Code Web Server (HTML, CSS, JavaScript) dành cho PLC S7-1200 Siemens
- Tổng quan PLC Siemens Logo, S7-200, S7-1200, S7-300, S7-1500, S7-400 Series