Chuyên đề 1
Lập trình điều khiển PLC (sử dụng S7-300) & thiết kế giao diện giám sát, vận hành (sử dụng WinCC) cho hệ thống phân loại sản phẩm theo chiều cao trên phần mềm TIA Portal – “Totally Integrated Automation Portal”.
Chi tiết về từng dòng PLC: https://mesidas.com/dmsp/plc/
Chuyên đề 2
Lập trình điều khiển PLC (sử dụng S7-200 trên phần mềm lập trình Step 7 MicroWIN) & thiết kế giao diện giám sát, vận hành (sử dụng phần mềm WinCC) cho hệ thống phân loại sản phẩm theo chiều cao.
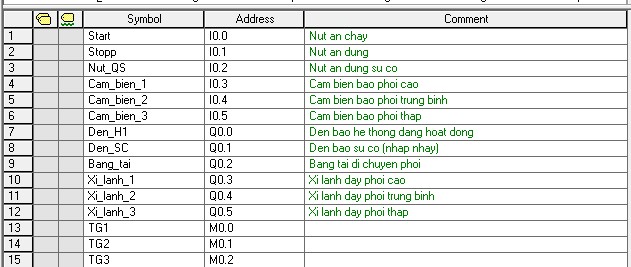
Yêu cầu bài toán phân loại sản phẩm
1. Lập trình cho PLC
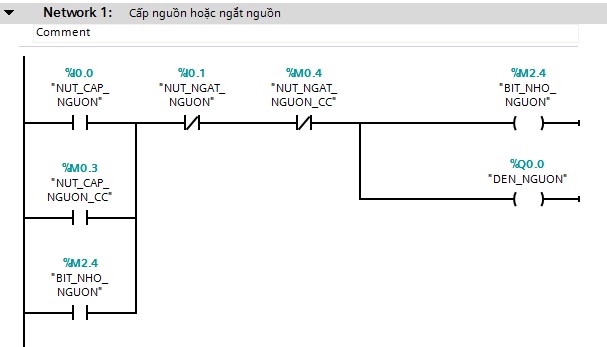
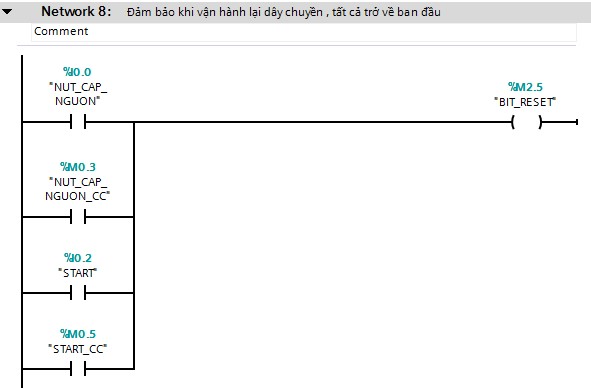
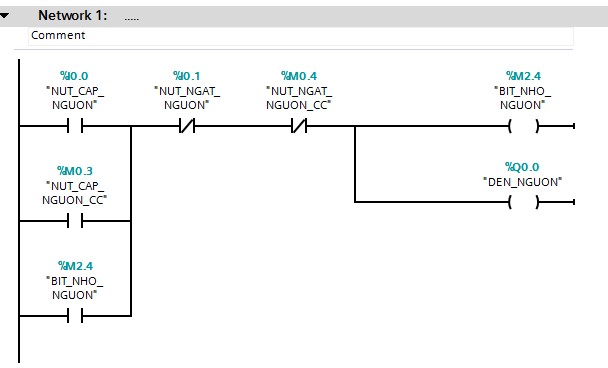
- Cấp nguồn điện thì hệ thống trở về trạng thái ban đầu.
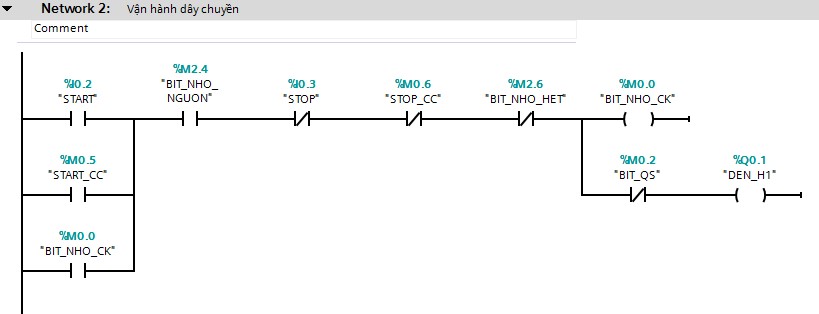
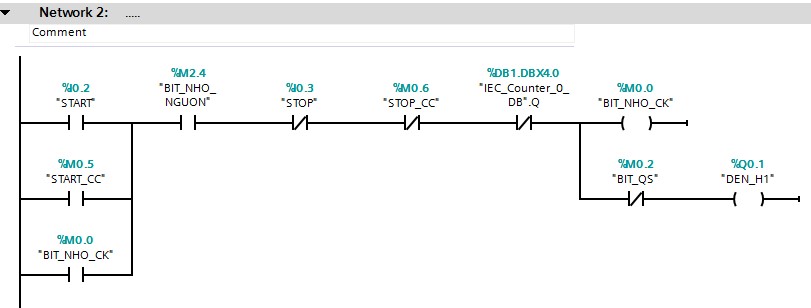
- Nhấn nút Start đèn H1 sáng, băng tải chạy
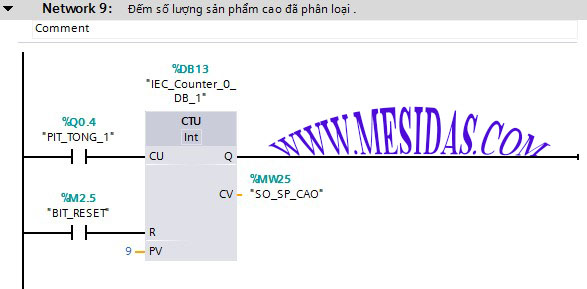
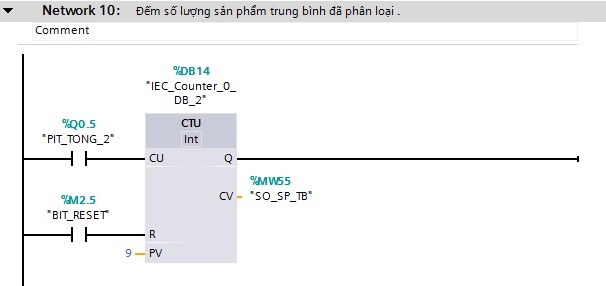
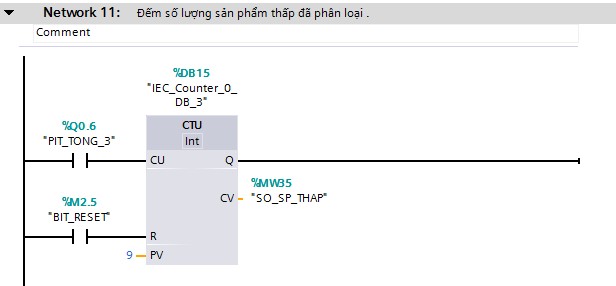
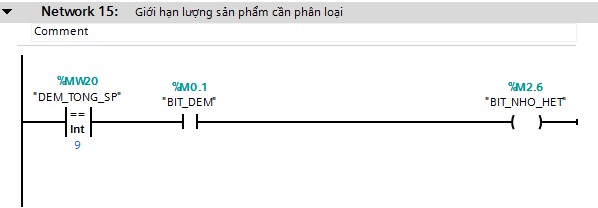
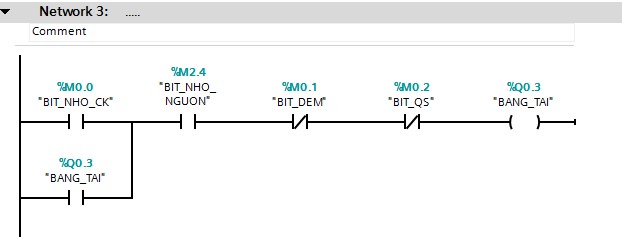
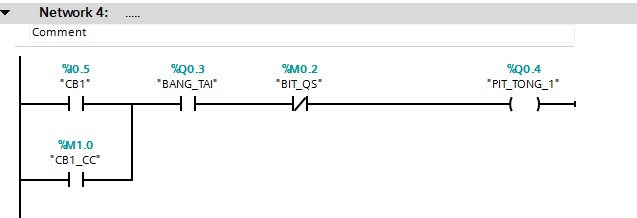
- Nếu là phôi Cao lưu trữ kho số 1, Trung bình kho số 2, phôi Thấp kho số 3. Khi phân loại đủ 9 sản phẩm thì hệ thống dừng hoạt động.
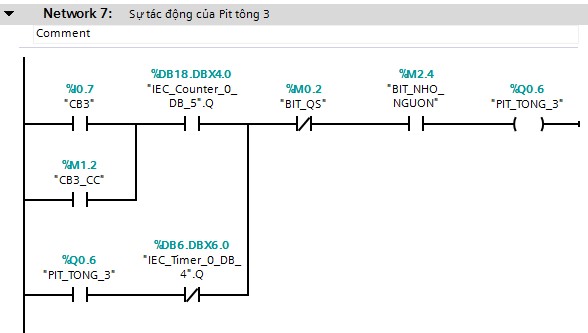
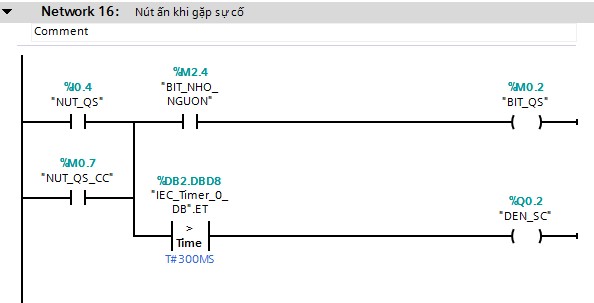
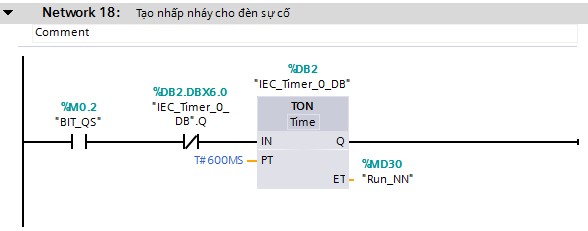
- Trong quá trình hoạt động có sự cố, nhấn QS các trạm ngay lập tức dừng công việc hiện tại, đèn báo sự cố nhấp nháy. Nếu khôi phục nút QS hệ thống tiếp tục công việc.
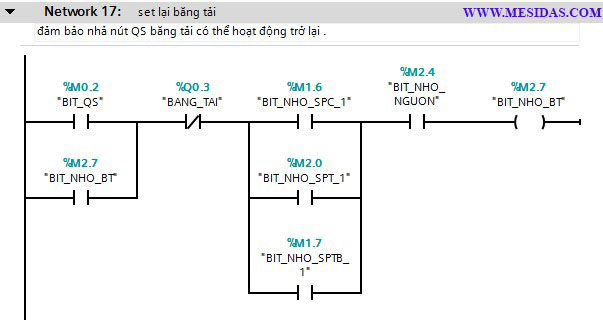
- Trong quá trình hoạt động nếu nhấn nút Stop hệ thống hoàn tất công việc rồi trở về trạng thái ban đầu.
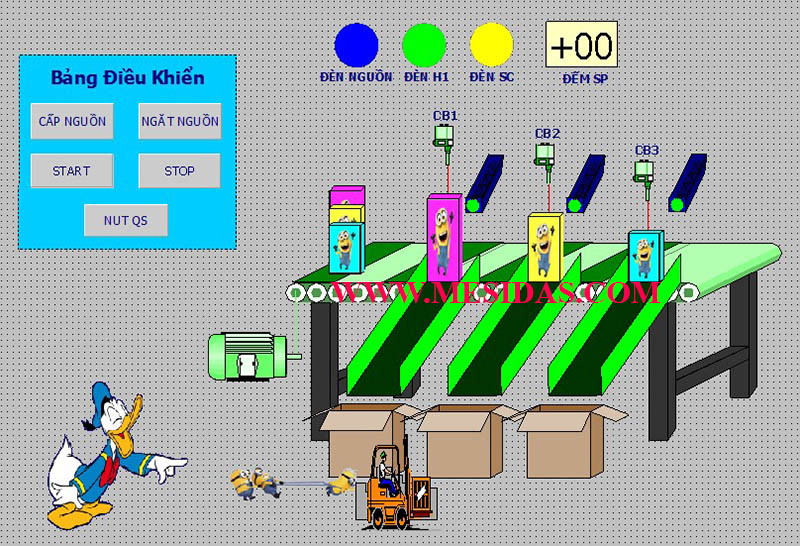
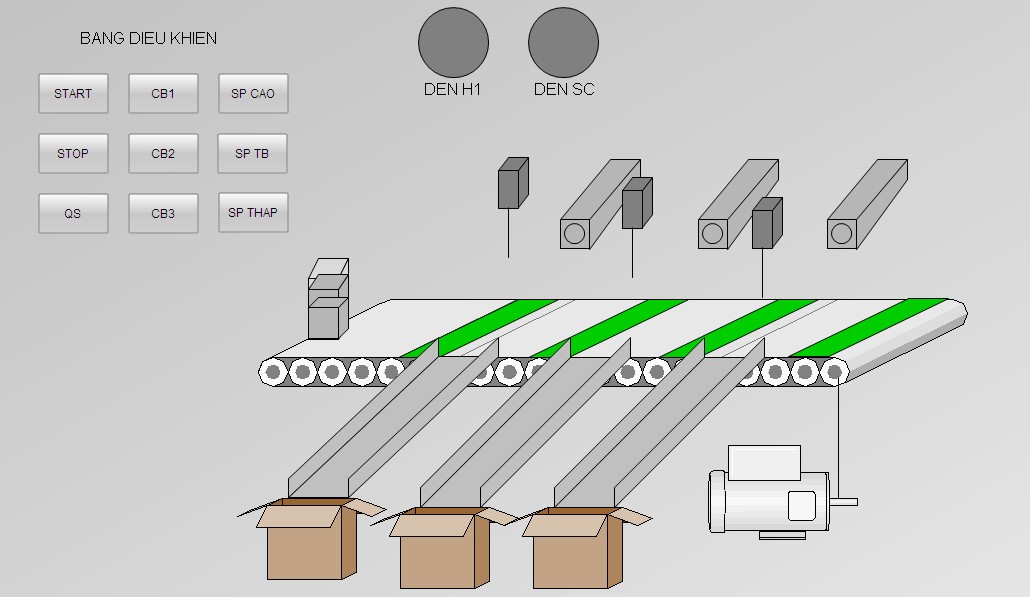
2. Thiết kế giao diện giám sát trên WinCC
Thực thi hệ thống điều khiển & giám sát dây chuyền phân loại sản phẩm theo chiều cao sử dụng TIA PORTAL V11 ( S7-300 và WinCC)
Để thực hiện mô phỏng được ví dụ này, chúng ta cần phần mềm để lập trình và thiết kế giao diện. Hiện tại trong bài viết, chúng tôi sử dụng TIA Portal V11 để hướng dẫn, các bạn có thể sử dụng các phiên bản khác tương tự.
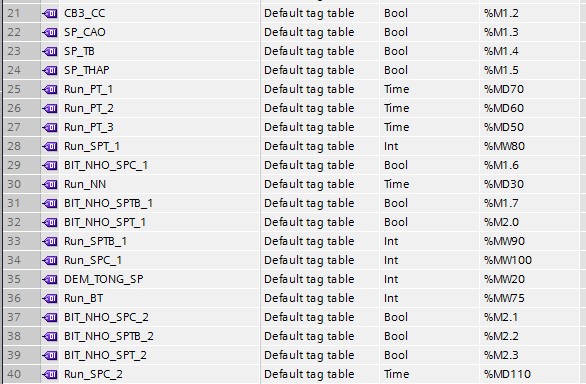
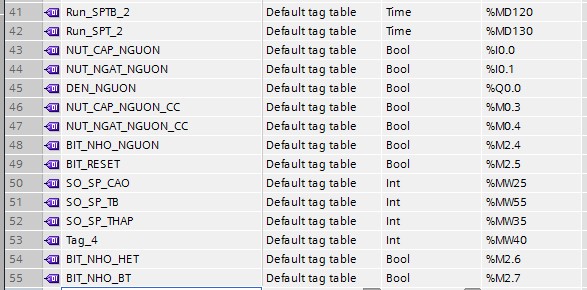
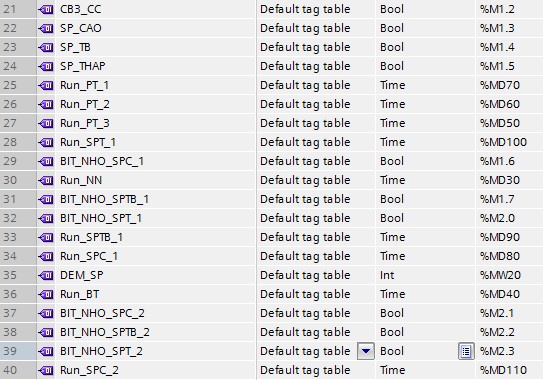
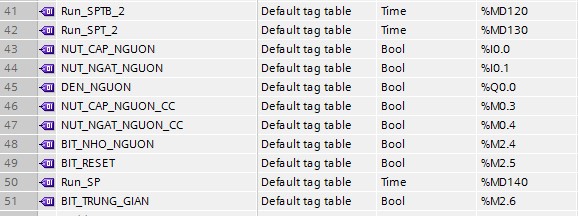
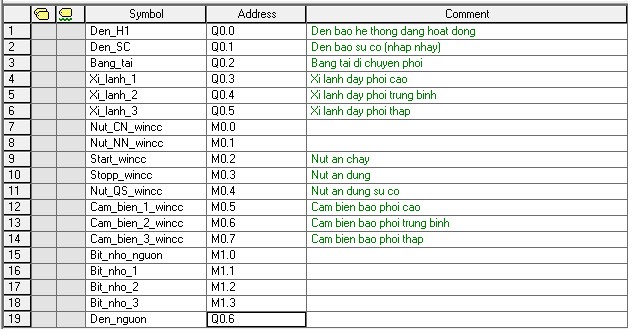
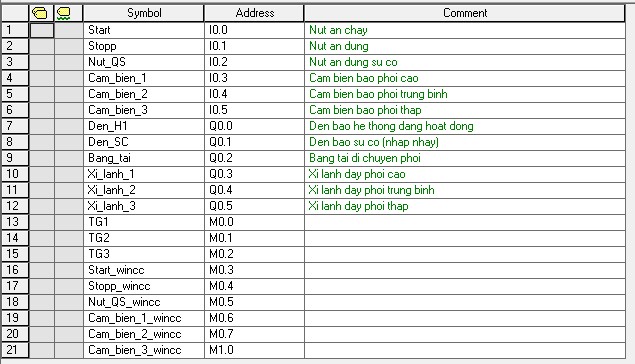
Khai báo biến chương trình

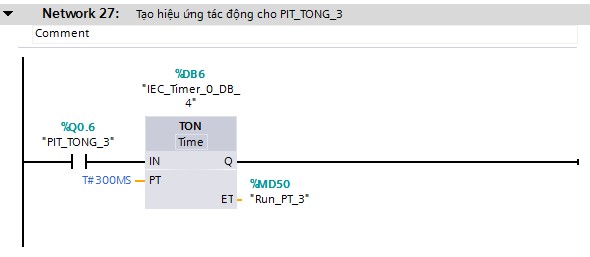
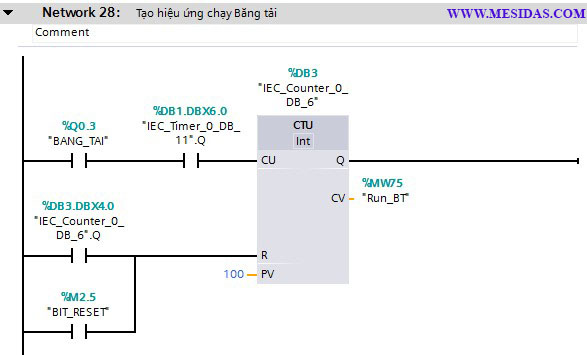
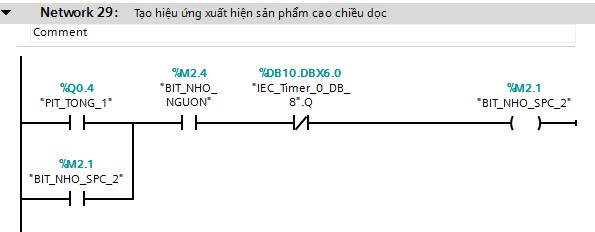
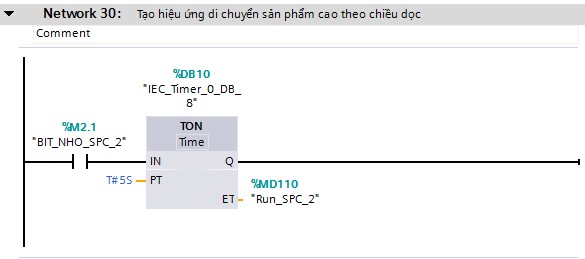
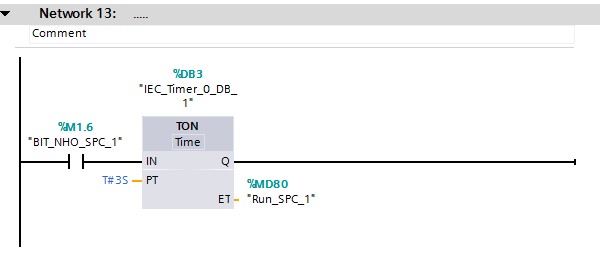
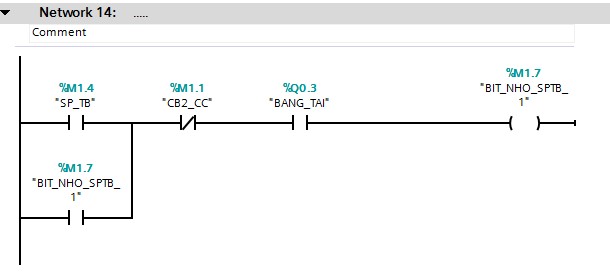
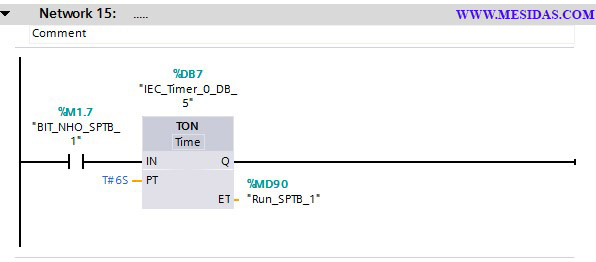
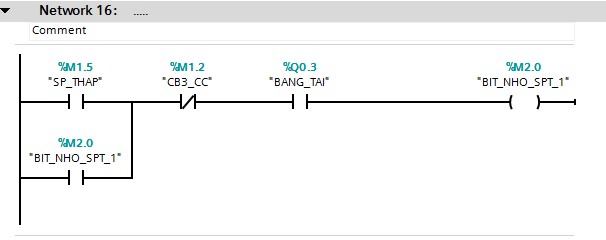
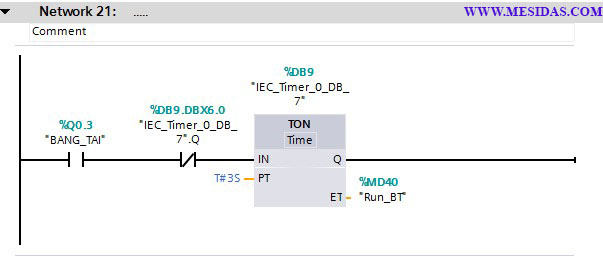
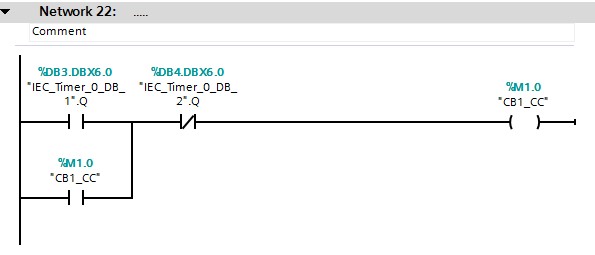
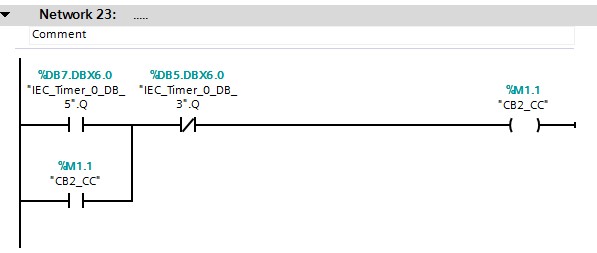
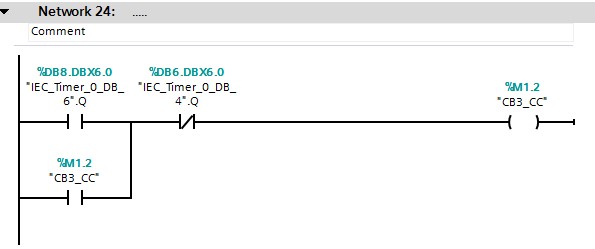
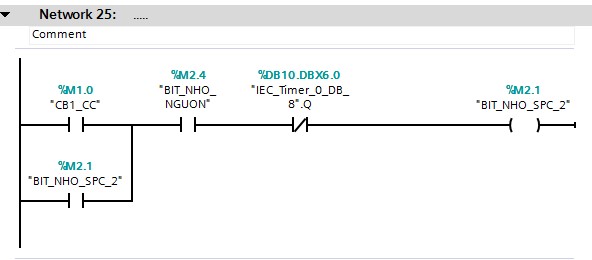
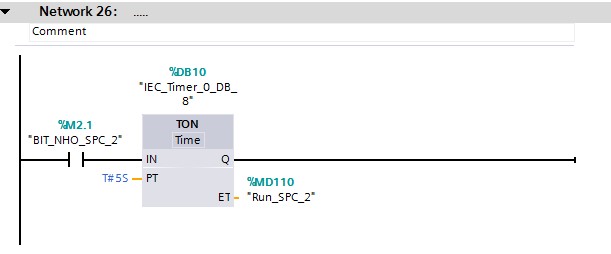
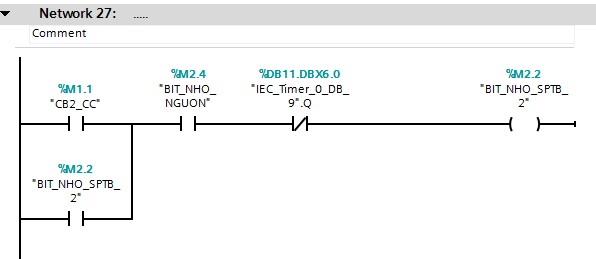
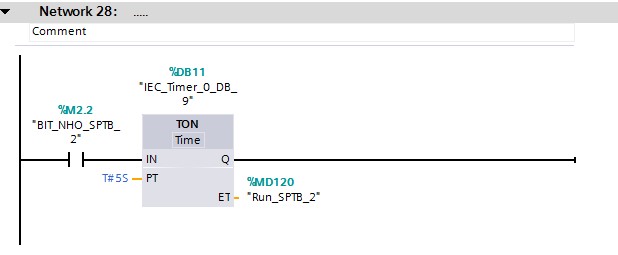
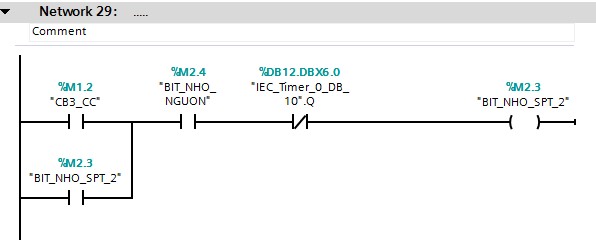
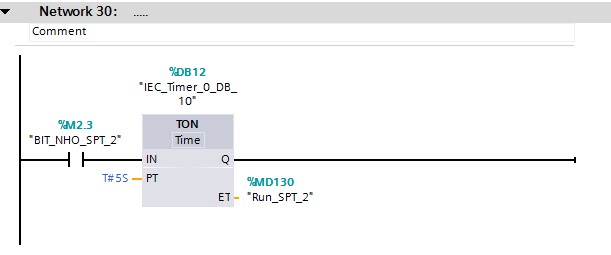
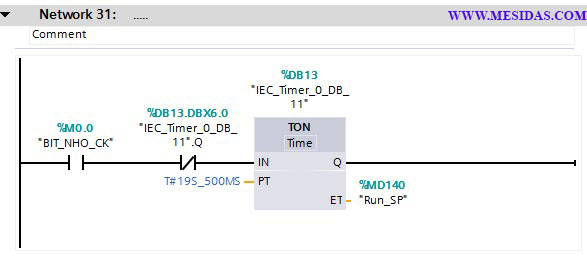
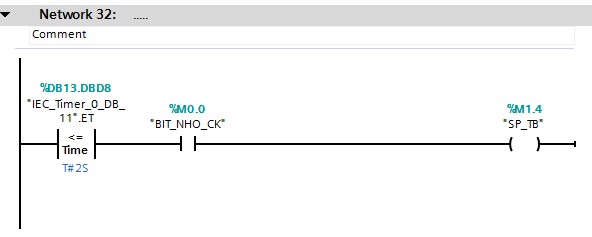
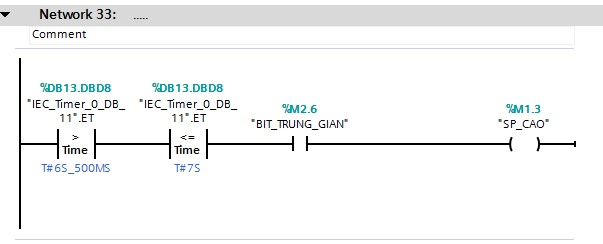
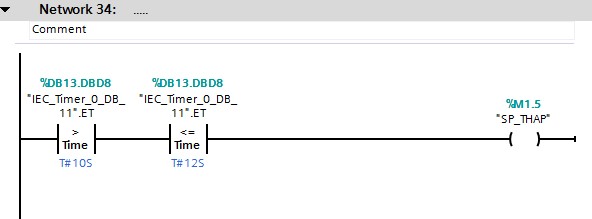
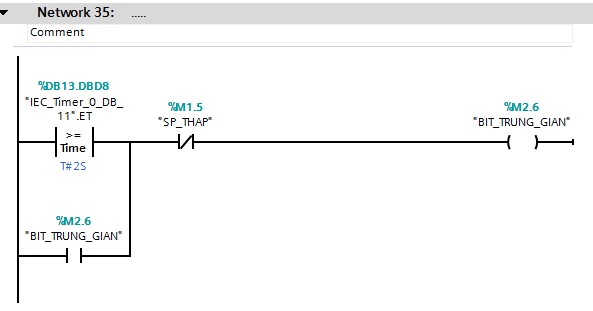
Viết chương trình PLC S7-300 & HMI
Giao diện giám sát và vận hành
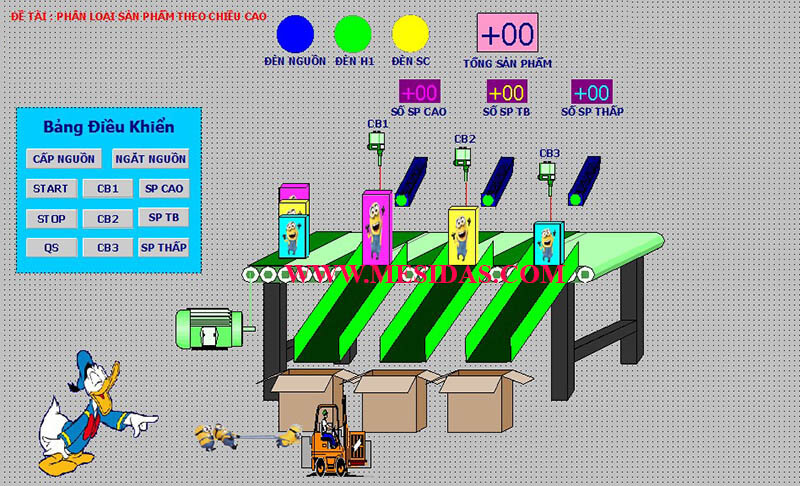
Mô phỏng hệ thống điều khiển & giám sát dây chuyền phân loại sản phẩm theo chiều cao với TIA PORTAL V11 ( S7-300 và WinCC)
Chương trình này có gì khác gì so với chương trình phía trên? Chương trình này chúng tôi làm với mong muốn là tự động mô phỏng tín hiệu của cảm biến. Tức là, khi sản phẩm cao, trung bình hay thấp được chạy ra. Cảm biến sẽ tự động nhận biết loại sản phẩm và báo tín hiệu cho hệ thống và sẽ phân loại như một hệ thống đang vận hành thực sự. Tuy nhiên, chương trình này chỉ sử dụng để đóng vai trò là mô phỏng để bạn có thể biết cách mà một hệ thống thực sẽ hoạt động như thế nào. Chứ chương trình này không được sử dụng trong thực tế. Nếu muốn sử dụng trong thực tế, bạn cần sử dụng chương trình ở phía trên.
Khai báo biến chương trình

Viết chương trình PLC S7-300 & HMI
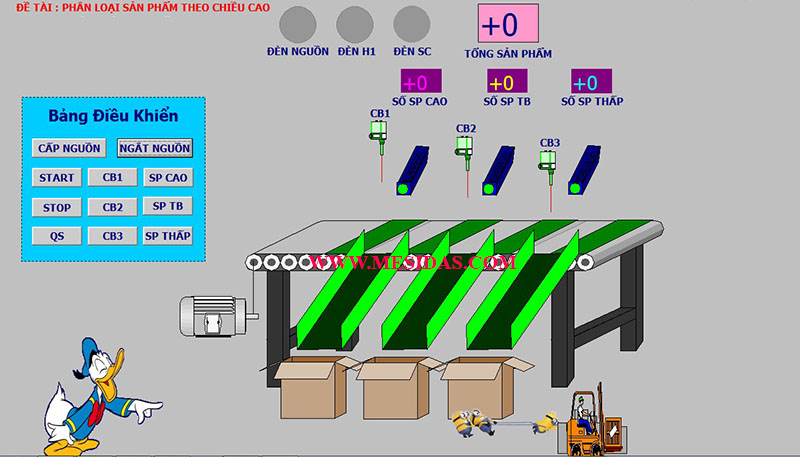
Giao diện giám sát và vận hành tự động (WinCC trong TIA Portal)
Mô phỏng điều khiển & giám sát dây chuyền phân loại sản phẩm theo chiều cao sử dụng S7-200 (Step 7 MicroWIN) và WinCC
Để có thể mô phỏng được dây chuyền phân loại sản phẩm theo chiều cao sử dụng S7-200 và WinCC thì chúng ta cần có ít nhất hai phần mềm:
- STEP 7 MicroWIN: phần mềm này có chức năng viết chương trình cho PLC, khai báo biến, đổ chương trình,..
- WinCC: phầm mềm này có chức năng tạo giao diện giám sát, giao diện vận hành HMI trên máy tính (chúng ta sẽ sử dụng phần mềm này để mô phỏng
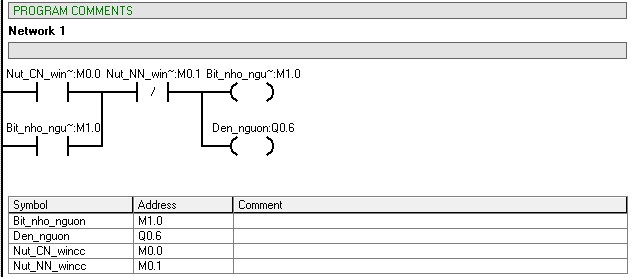
Viết chương trình cho PLC S7-200
Để có thể mô phỏng được hoạt động của dây chuyền này trên WinCC với chương trình này, chúng ta cần một chiếc PLC S7-200 thật hoặc tải phần mềm giả lập PLC “simulator s7-200” về để tiến hành mô phỏng.
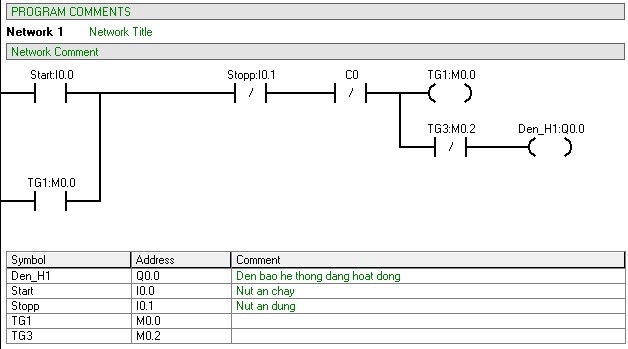
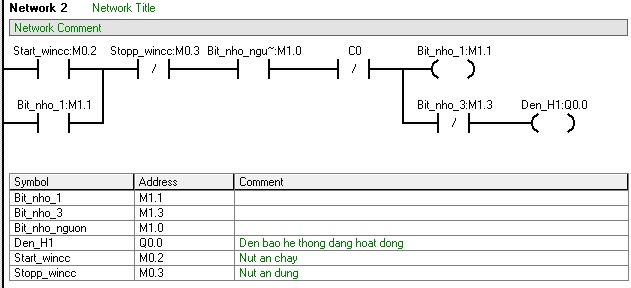
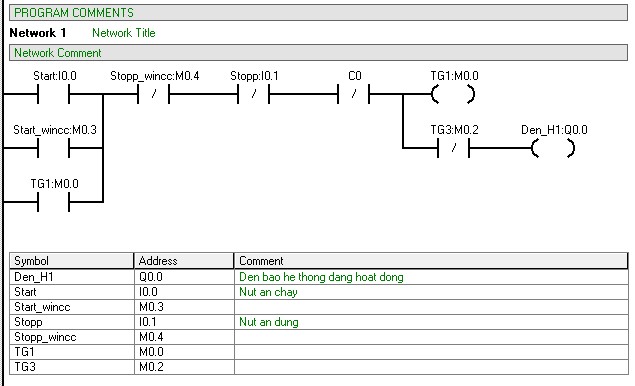
- Khi nhấn nút Start => TG1 có điện và đèn H1 sáng, tiếp điểm TG1 đóng lại để duy trì nguồn.
- Ấn nút Stopp để dừng dây chuyền.
- Khi C0 đếm đạt ngưỡng chỉ định => tiếp điểm C0 mở ra => dây chuyền tạm dừng.
- Khi TG3 có điện (nút dừng sự cố được ấn) => tiếp điểm TG3 mở ra => đèn H1 tắt
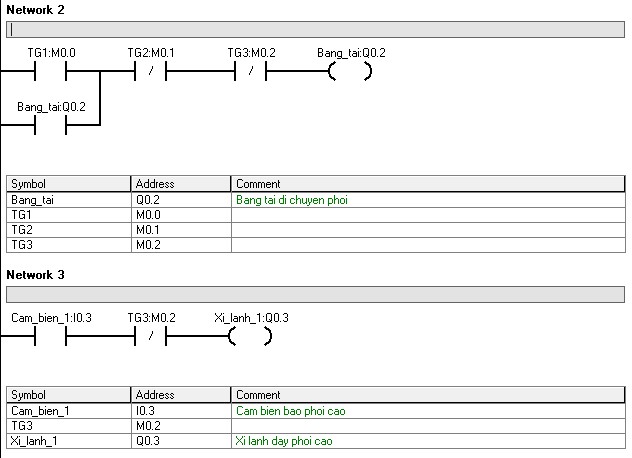
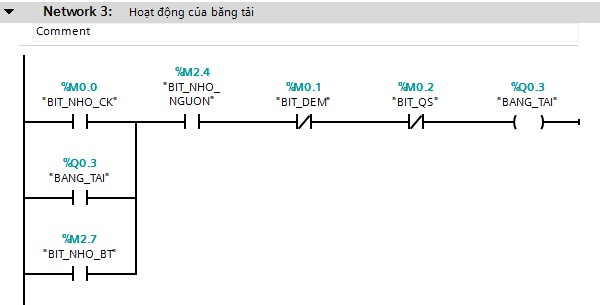
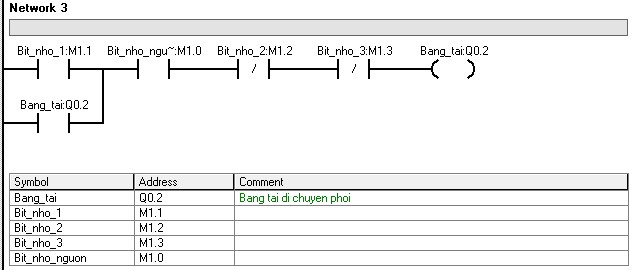
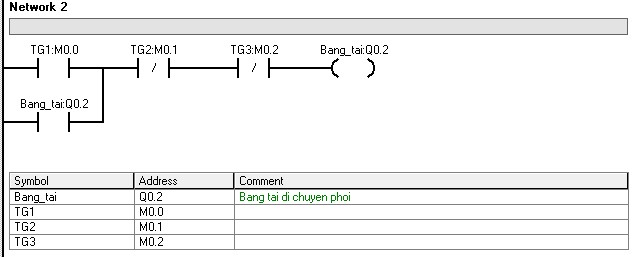
- Khi TG1 có điện => băng tải chạy, tiếp điểm băng tải đóng để duy trì nguồn cấp cho băng tải
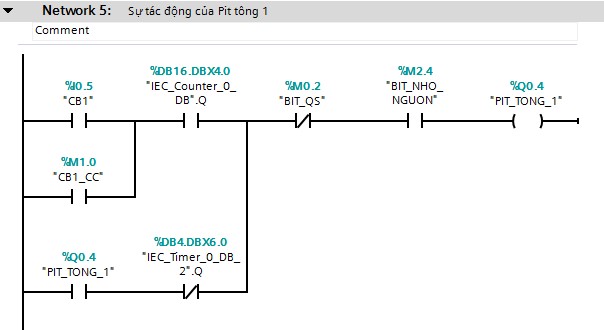
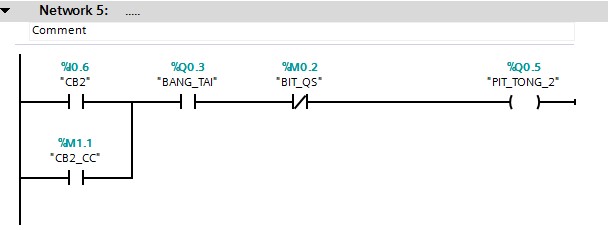
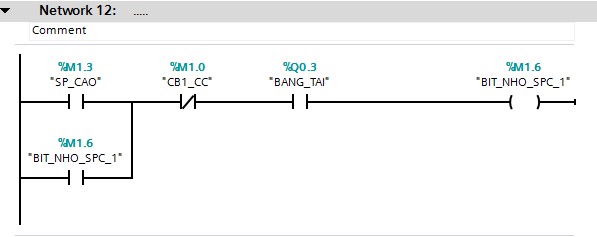
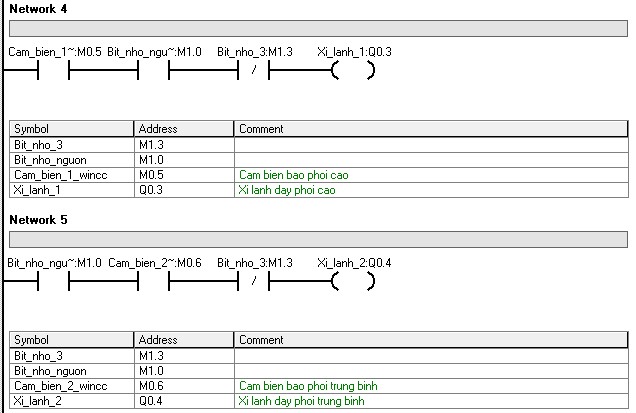
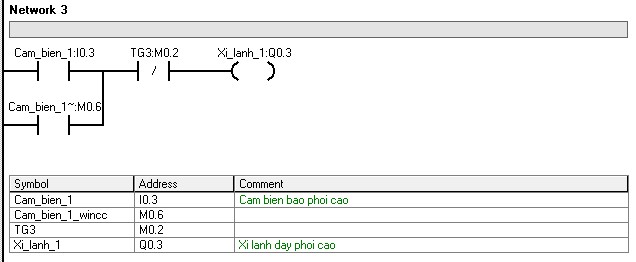
- Khi cảm biến 1 phát hiện phôi là loại cao => xi lanh 1 đẩy phôi vào kho 1 (kho lưu trữ phôi loại cao)
- Khi TG2 có điện => băng tải tạm dừng để xi lanh làm nhiệm đẩy phôi vào kho
- Khi TG3 có điện => băng tải tạm dừng để xử lý sự cố
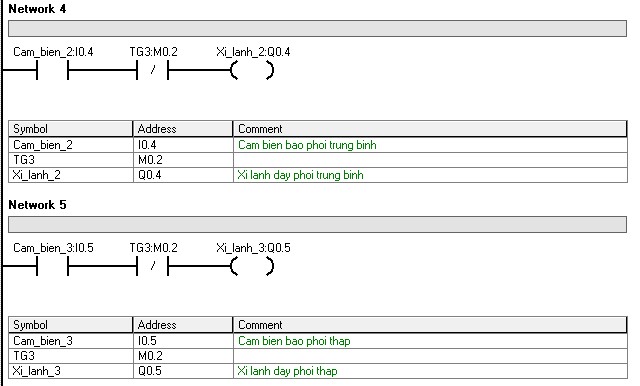
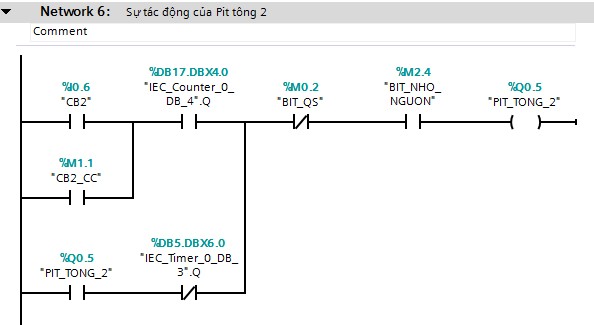
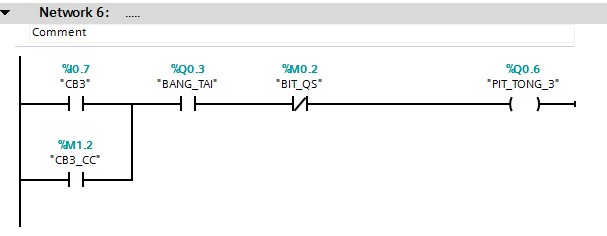
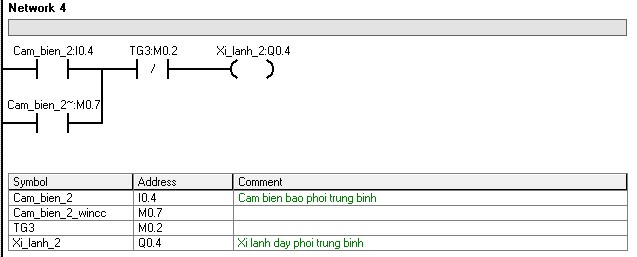
- Khi cảm biến 2 phát hiện phôi là loại trung bình => xi lanh 2 đẩy phôi vào kho 2 (kho lưu trữ phôi loại trung bình)
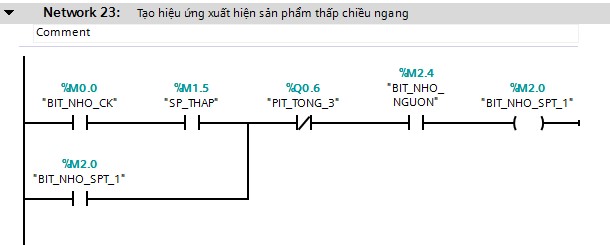
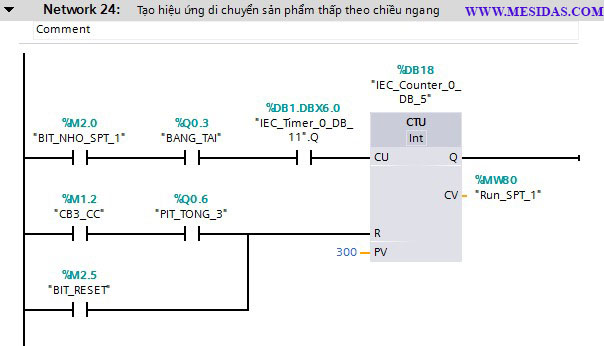
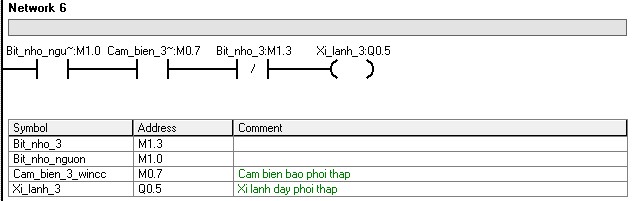
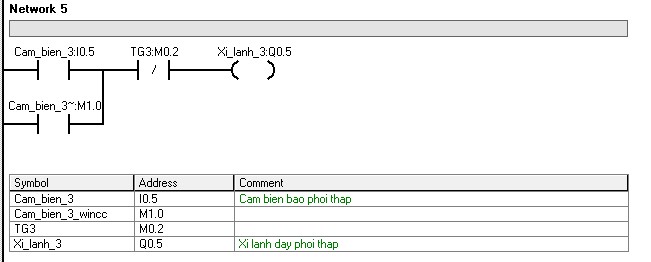
- Khi cảm biến 3 phát hiện phôi là loại thấp => xi lanh 3 đẩy phôi vào kho 3 (kho lưu trữ phôi loại thấp)
- Khi TG3 có điện, tất cả các xinh lanh 1, 2, 3 đều tạm dừng hoạt động
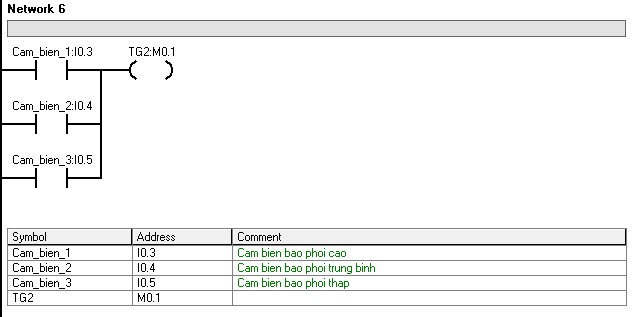
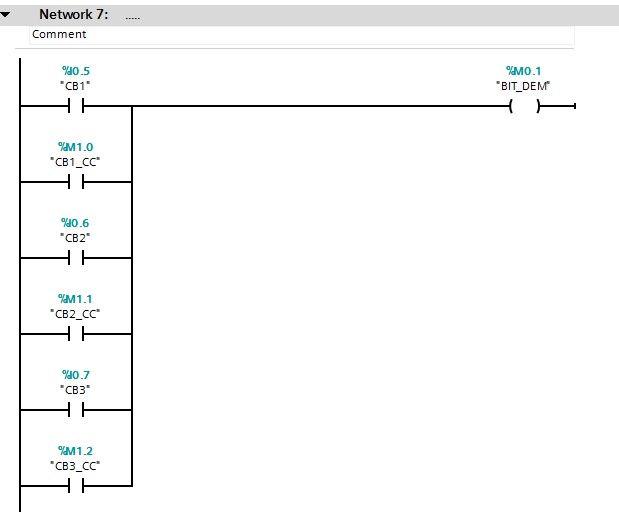
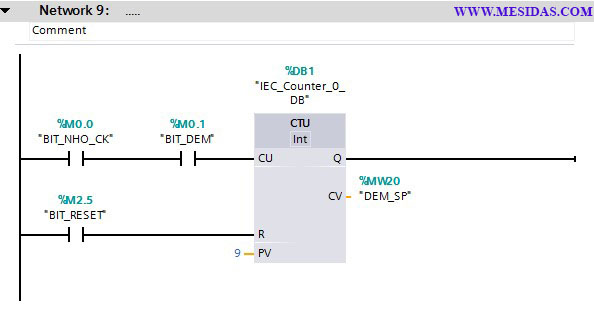
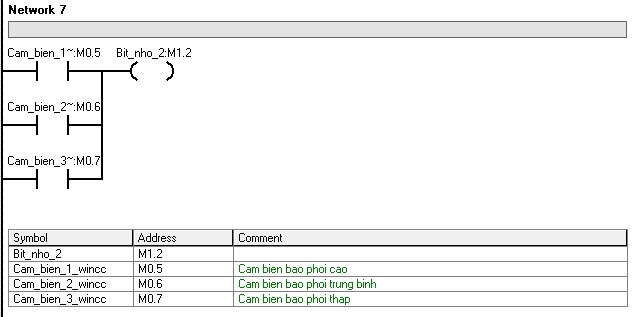
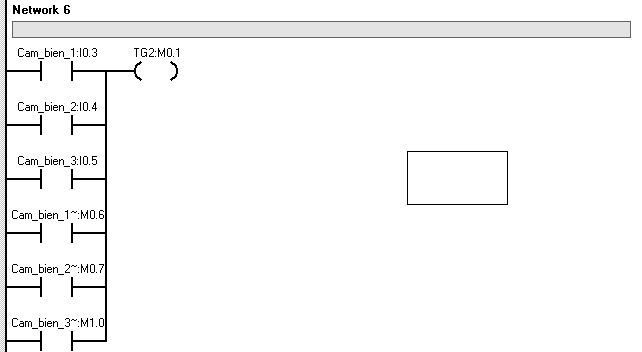
- Khi một trong ba cảm biến (1,2,3) phát hiện phôi => TG2 có điện (phát tín hiệu tạm dừng cho băng tải, và tín hiệu đếm sản phẩm cho C0)
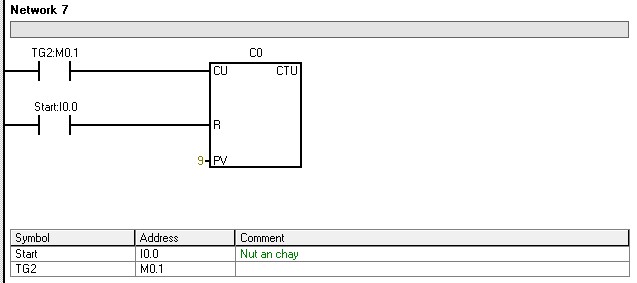
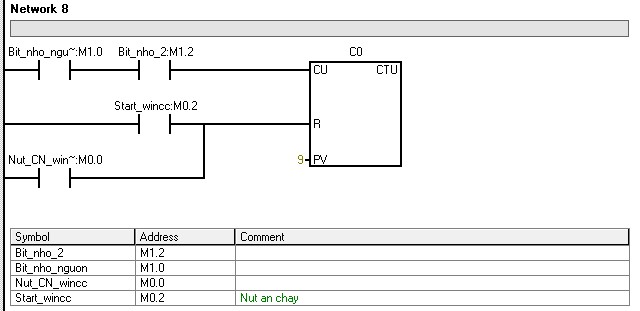
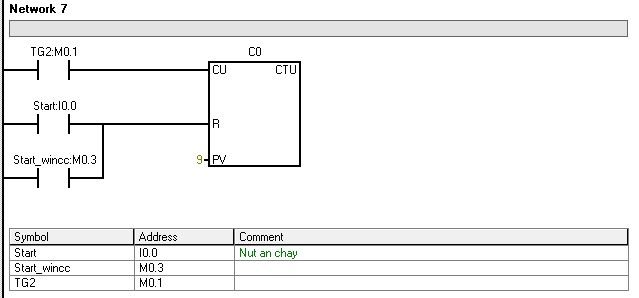
- Khi TG2 có điện (xung lên 1) => C0 đếm lên 1 giá trị
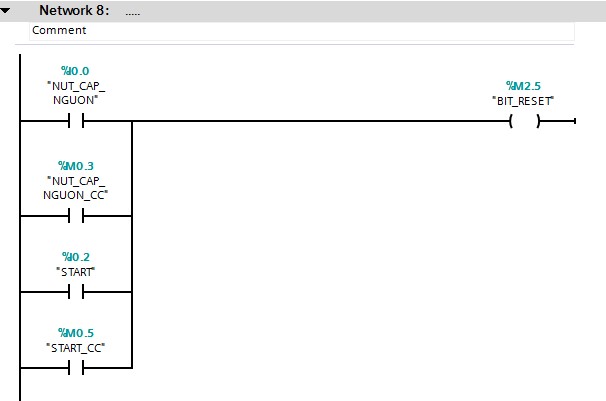
- Khi nhấn nút Start => Reset C0 về giá trị đặt ban đầu “0”.
- Khi C0 đạt ngưỡng giá trị PV “9” thì C0 sẽ có điện, tiếp điểm C0 thường đóng => mở, tiếp điểm C0 thường mở => đóng.
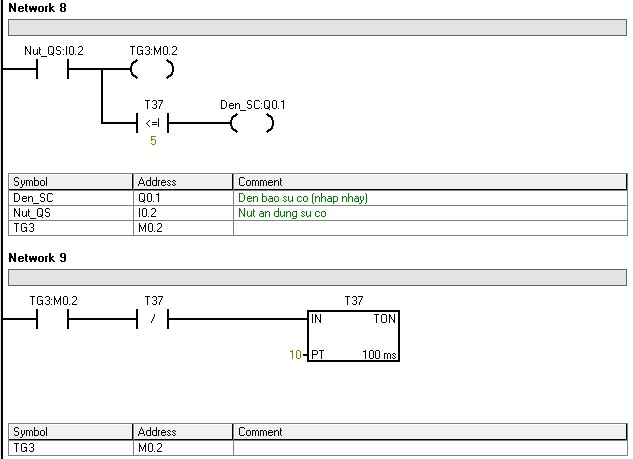
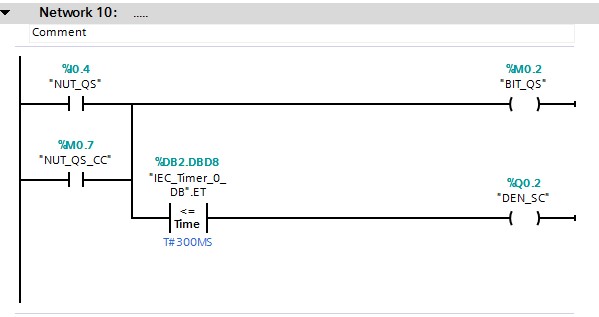
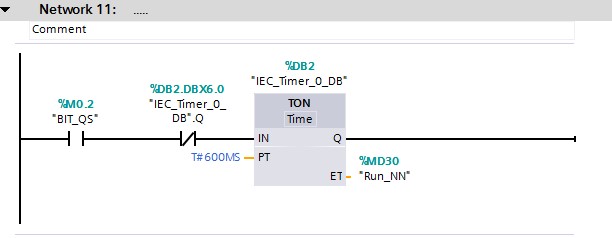
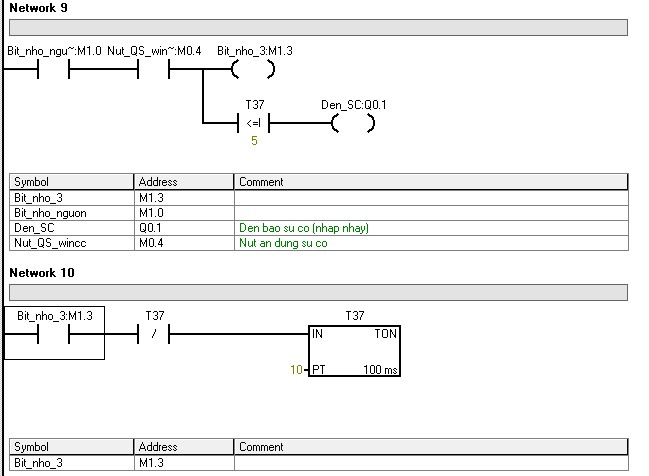
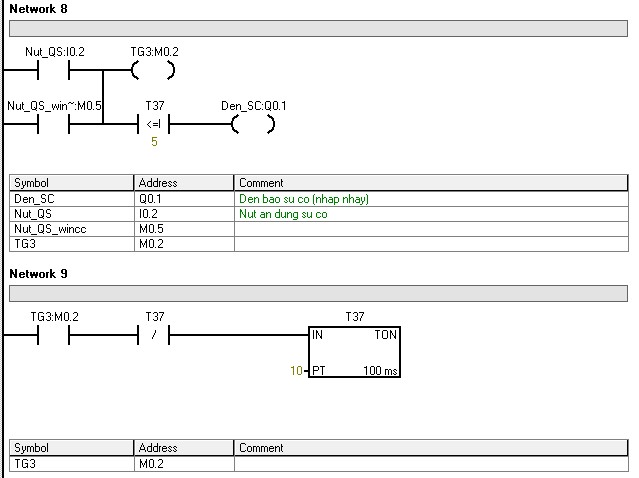
- Khi nút nhấn QS được ấn => TG3 có điện, đèn SC sáng.
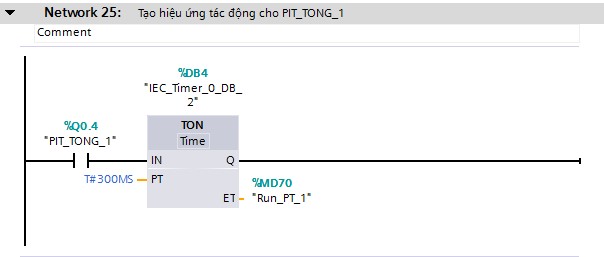
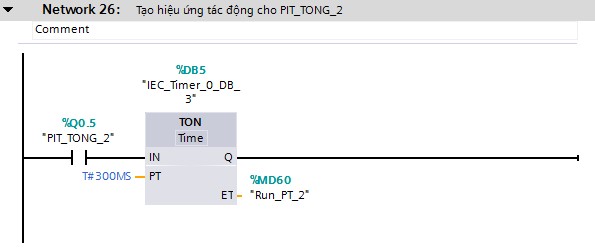
- TG3 có điện => tiếp điểm TG3 đóng lại và T37 đếm (tạo đèn nhấp nháy).
Viết chương trình cho WinCC
Chương trình cho WinCC có cách thức hoạt động tương tự với chương trình cho PLC, khác ở chỗ chúng ta không cần sử dụng phần cứng PLC hay phần mềm mô phỏng “simulator s7-200” để có thể mô phỏng dây chuyền này trên WinCC. Chúng ta sẽ sử dụng các tag (thẻ, biến) nội bộ có sẵn để giả lập các đầu vào/ra của PLC.
Viết chương trình cho PLC & WinCC
Chương trình này là sự kết hợp của 2 chương trình phía trên, bạn có thể sử dụng hoặc không cần sử dụng “simulator s7-200” & PLC thật để mô phỏng hoạt động của dây chuyền này.
Giao diện giám sát & vận hành trên WinCC
Trên đây, MESIDAS GROUP đã chia sẻ cho các bạn rất chi tiết về hướng dẫn lập trình PLC (S7-200 và S7-300) và thiết kế giao diện HMI (trên WinCC và WinCC trên TIA Portal) cho hệ thống, dây chuyền phân loại sản phẩm theo chiều cao. Còn hướng dẫn gắn tag (biến) cho WinCC chúng tôi sẽ hướng dẫn sau. Chúng tôi hy vọng rằng, với những gì MesiDas chia sẻ trên đây sẽ giúp ích cho các bạn trong quá trình tìm hiểu, nghiên cứu, học tập hay làm việc. Xin cảm ơn!